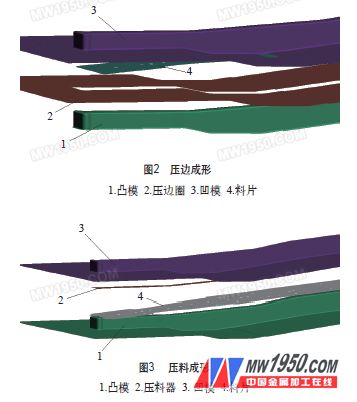
Contemporary automotive and modern mold design and manufacturing technologies have shown that the design and manufacture of automotive panel molds is inseparable from effective board forming simulation software. The large foreign automobile group, its body development and mold manufacturing, relies on one or several plate forming simulation software to increase its success rate and ensure the mold manufacturing cycle. From 2004, the author began to explore the application of CAE in the development of automotive molds. After various stages of research, we have achieved some results: analysis of the stampable formability of automotive stamping parts, determining the difficulties and key areas of forming; Stamping parts products realize blank unfolding calculation; selective and targeted simulation analysis for mold and process plan confirmation, quantitative analysis and judgment data for mold debugging, discriminating available mold debugging schemes, and feasible The debugging scheme provides specific technical parameters and proposes optimization and improvement schemes for the lack of design. CAE technology and automotive stringer products 1. CAE technology In the field of automotive molds, CAE technology mainly refers to the analysis and optimization of stamping formability, mold motion strength and interference using high-end analysis and simulation software. At present, the internationally popular software mainly includes Dynaform in the United States, PAM-stamp series software in France, AutoForm in Germany, and KMAS software, SheetForm, Fastamp, etc. in domestic software. Its most widely used and most efficient is Dynaform. AutoForm offers a complete solution from concept design to final mold design, especially for complex deep drawing and forming processes, validation of stamping and die face design, parameter optimization, and emerging Evaluation and optimization of sheets (such as tailor welded blanks, composite sheets). AutoForm combines many effective explanations into the simulation results: it can observe the calculation results in real time; observe the stress, strain and thickness distribution, material flow condition; calculate the tool stress and punching pressure; realize the marking of material marking and normal displacement; Forming quality maps and forming limit diagrams for determining cracking, wrinkling, and rebound failure can be generated; animation display and section analysis can also be performed. 2. Characteristics of automotive longitudinal beam products Lightweight, medium and heavy-duty trucks and passenger cars usually have a side-beam frame assembly that is both a load-bearing structural member and a force-transmitting structural member. The longitudinal beam is the frame member of the frame. At present, high-strength plate materials are often used, which are characterized by long size, various structures, large undulations, difficult forming, and large rebound of the airfoil and ventral surface. How to use the modern stamping technology to ensure the accuracy of the longitudinal beam forming to meet the bearing and transmission requirements of the frame is the focus of the frame technology. Stringer CAE pre-treatment In the design and manufacture of the automotive longitudinal beam mould, in order to ensure the design quality and cycle of the mould, in the DL diagram design process in the early stage of the mould design, the author has carried out the simulation analysis of the forming process many times and accumulated a lot of experience. A good application effect. Take a passenger car longitudinal beam as an example for explanation. 1. Product introduction The longitudinal beam is shown in Figure 1. Material thickness 2.0mm (GB708-1988); material SAPH370; blank size 2.0mm × 5052mm × 376mm. The stamping process is: shape positioning blanking punching, positioning hole positioning forming, shape surface and positioning hole positioning hanging wedge side punching. There are two main difficulties in the longitudinal beam mould of the automobile. One is the rebound problem of the longitudinal beam after forming the part; the other is that there are many punching holes on the longitudinal beam, so it is also a difficult point to arrange the punching in a limited process. 2. Determine the process plan The stamping process is determined according to the mold design knowledge, according to the shape characteristics of the workpiece, the drawing, forming, trimming, punching, flanging, shaping and side punching are arranged reasonably to achieve the minimum process under reasonable mold structure. Finally, the purpose of delivering qualified parts is achieved. (1) Determination of the blanking punching scheme The longitudinal beam has a total of more than 100 round holes, oblong holes and regular hexagonal holes. Whether these holes can be punched out in the blanking and punching process, in addition to whether the mold structure can be allowed, but also in the subsequent forming process, the deformation of the punched holes during the forming process. If the deformation is severe and exceeds the tolerances allowed on the quality standard of the part, the hole cannot be punched out in the blanking process and must be punched after the forming process. (2) Determining the forming process plan The forming die is characterized by high material utilization rate, but the rebound of the parts is relatively large, especially the control of the rebound of the U-shaped piece of the automobile longitudinal beam is the most important. In this example, the top of the stringer has a flanged edge, which in turn makes the forming process more complicated and the rebound is less controllable. Therefore, according to this situation, a total of two sets of plans were prepared. Solution one, forming with a crimping ring. As shown in Fig. 2, the forming method has the advantages that the plastic deformation of the sheet material after forming is good, and the strength of the workpiece is high, but the disadvantage is that the curved bending is easily generated on the side wall of the longitudinal beam, so that the overall rebound amount is increased, and the mold is increased. Difficulties in debugging. Option 2, forming with a presser. As shown in Fig. 3, the advantage of this method is that the amount of springback generated during the forming process is better controlled and the mold debugging is facilitated. The disadvantage is that the sheet material cannot be sufficiently plastically deformed during the forming process and the strength is low. Each of the two methods has its own advantages and disadvantages. The latter will mainly perform simulation analysis based on the two different forming methods, and compare the results to determine which forming method to use. (3) Determination of side punching side flanging scheme The number and position of side punching holes are determined according to the simulation analysis results of the forming die.
Isothiazolinones is composed of 5-chloro-2-methyl-4-thiazoline-3-ketone (CMI) and 2-methyl-4-thiazoline-3-ketone (MI). The bactericidal effect of Isothiazolinones is carried out through breaking the bond between bacteria and algae protein. When contacted with microbes, Isothiazolinones can quickly inhibit their growth, thus leading to death of these microbes. Isothiazolinones has strong inhibition and biocidal effects on ordinary bacteria, fungi and alga, and has many advantages such as high biocidal efficiency, good degradation, no residual, safety in operation, good compatibleness, good stabilization, low cost in operation.
Isothiazolinones can mix with chlorine and most cation, anion, and non-ionic surfactants. When used at high dosage, its biosludge stripping effect is excellent.
Isothiazolinones is a kind of fungicidal with properties of broad spectrum, high efficiency, low toxicity and non-oxidative, it is the ideal biocidal in industrial circulating cool water system and in wastewater treatment in oilfield, papermaking, pesticide, cutting oil, leather, detergent and cosmetics etc..
14% Isothiazolinones CMIT/MIT Biocide Isothiazolinones Series Biocide , Kathon Biocide , 5-Chloro-2-Methyl-4-Isothiazolin-3-One, CMIT/MIT 14% Weifang Heaven-sent New Materials Technology Co.,Ltd , http://www.wftcchem.com
Application of CAE Technology in the Development of Automobile Longitudinal Beam Mould