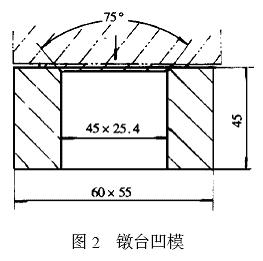
1 Introduction At present, wire electric discharge machines have been widely used in mold processing. Since the wire cutting machine tool processing is generally performed after the heat treatment, the heat treatment deformation, surface decarburization and the like are avoided. There are many mold manufacturing units, often after wire cutting, assembled with a little grinding. In addition, it is directly assembled and used without grinding. As a result, chipping, breaking, and chipping often occur. Even if the above phenomenon does not occur, the sharpening life of the die is not long. Stress state of the surface of the part after 2 wire cutting At present, many molds are processed by a fast wire cutting machine. The surface roughness of the workpiece after wire cutting is Ra ≥ 2.5 μm, and the hardness distribution and internal stress state are very poor. When the wire cutting machine is processed, the current density in the discharge zone is as high as 10000A/mm2, and the temperature is as high as 10000°C~12000°C. The filling medium liquid is cooled rapidly, so that the surface hardness of the cut surface is only about 20HRC, while the hardness of the internal quenching layer is as high as 70HRC. It is followed by the heat affected zone and then the original hardness zone. Particularly serious is that the internal friction of the raw material is in a tensile stress state, and the thermal stress generated by the wire cutting is also a tensile stress. The result of the superposition of the two stresses easily reaches the strength limit of the material and generates microcracks, thereby greatly shortening the die life, so the line Cutting cannot be used as the final machining process for punches and dies. It can be seen from Fig. 1 that the hardness distribution of the incision section of the CrWMn material after wire cutting and the hardness change after tempering and aging. 3 Measures to eliminate stress caused by wire cutting 3.1 Grinding to remove the white layer At present, most of the mold processing units are after the online cutting, and the gray layer (ie, the white layer) of the surface layer 20HRC is removed by grinding, and then assembled and used. Although this can remove the white layer with low hardness, but does not change the stress state of the stress region caused by the wire cutting, even if the grinding allowance after the wire cutting is increased, the high hardness of the high hard layer (up to 70HRC) is difficult to grind. Excessive amount of grinding can easily damage part geometry. Therefore, the high hardness layer produced by the wire cutting does not improve the die life, because its brittleness is the root cause of cracking and chipping. 3.2 tempering treatment After cutting online, the white layer on the surface of the part is ground and tempered at 160 ° C ~ 180 ° C for 2 h, then the high hard layer under the white layer can be reduced by 5HRC ~ 6HRC, and the thermal stress generated by wire cutting is also reduced, thereby improving The toughness of the die extends the service life. However, due to the short tempering time, the thermal stress is not completely eliminated, and the die life is not very satisfactory. 3.3 Grinding processing Grinding after wire cutting can remove the low hardness white layer and high hard layer to improve the die life. Because the thermal stress generated during grinding is also tensile stress, superimposed on the thermal stress generated by wire cutting, it will undoubtedly increase the damage of the die. If the low temperature aging treatment is carried out after grinding, the influence of stress can be eliminated, the die toughness is remarkably improved, and the die life is improved. Because most of the complex geometry dies are wire-cutting, it is necessary to use expensive coordinate grinding machines and optical curve grinding machines for grinding complex shapes. These two kinds of equipment are generally not available to manufacturers, so it is difficult to promote. 3.4 Low temperature tempering after shot peening Shot peening can transform the retained austenite of the wire cutting incision into martensite, improve the strength and hardness of the die, change the stress state of the surface layer, reduce the tensile stress, and even become the state of compressive stress, so that the crack initiates and expands. Difficulty, combined with low temperature tempering, eliminating the tensile stress in the quenching layer, can improve the die life by 10 to 20 times. Shot peening is limited by the equipment conditions and the shape of the die part (inner surface) and is difficult to apply universally. 3.5 After aging, low temperature aging treatment After the wire cutting surface is ground, the high-hard layer has been basically removed, and then subjected to low-temperature aging treatment (also known as low-temperature tempering treatment) at 120 ° C to 150 ° C for 5 to 10 hours, or may be subjected to 160 ° C to 180 ° C × 4 to 6 hours. Tempering treatment. This can eliminate the internal tensile stress of the quenching layer, and the hardness is reduced slightly (the latter hardness is slightly reduced), but the toughness is greatly improved, the brittleness is reduced, and the die life can be increased by more than 2 times. This method is simple and easy to implement, the effect is very obvious, and it is easy to promote. After the cold die and the cold extrusion die press several parts, the stress inside the mold has accumulated very high, and this method can also be used to eliminate stress, improve toughness, and improve life. 4 Application examples A unit used a die with CrWMn material. After wire cutting, the following tests were performed, and the life difference was very large. (1) Directly used for blanking, with a sharpening life of 10,742 times. (2) tempering at 160 ° C for 2 h, sharpening life of 11180 times. (3) Grinding to the white layer, the sharpening life is only 4,860 times. (4) Grinding to the white layer, tempering at 160 ° C × 2 h, the sharpening life is 7450 times. (5) Grinding, sharpening life of 28,743 times. (6) After blasting, it is tempered at 160 °C × 2 h, and the sharpening life reaches 220,000 times. The crucible mold is processed by Cr12 material (as shown in Fig. 2), and the workpiece material is kovar alloy with σb=800MPa. The original process is 960°C~980°C oil quenching +160°C~180°C×2h tempering. After wire cutting, it is directly pressed by the fitter, and the life is only broken when it is only a few dozen pieces. Grinding after wire cutting, and then 120 ° C ~ 150 ° C × 6 ~ 10h low temperature aging treatment, life expectancy of more than 3000 pieces, is still in use. 5 About grinding problems It can be seen from Fig. 3 that the wear of the male and female molds occurs simultaneously in both the side (line cutting surface) and the end surface (sharp surface), and the former wears slightly larger than the latter. The lower the surface roughness value of the convex and concave molds, the higher the fatigue resistance, and the life value can be doubled for each level of roughness reduction. Therefore, when polishing the convex and concave molds, both must be considered. The above experimental results are not difficult to understand, because when the sheet is punched, as the depth of the punch enters the sheet, the material flows toward the convex and concave die edges until it is generated between the punch edge and the die edge. When the cracks coincide. When the material flows, the convex and concave end faces generate a large frictional force. The frictional force depends largely on the roughness of the convex and concave end faces. Therefore, the grinding convex and concave end faces are beneficial to improve the die life. In particular, small and medium-sized dies with complex shapes and high precision requirements. 6 Conclusion The processing method of the convex and concave molds after cutting on the line has a great influence on the life of the die. How to eliminate the brittleness caused by wire cutting and improve the toughness, the best method is shot peening + low temperature tempering, followed by grinding + grinding + low temperature tempering, again grinding + low temperature aging treatment, each unit can be based on its own specific Situational choice. The in vitro culture of cells and tissues has become an indispensable part of life research and practice. A wide variety of cell types are cultured, from viruses to bacteria and fungi, from human cells to animal and plant cells. Some cells and tissues can be grown in suspension, but a considerable number of mammalian cells require surface attachment. Therefore, in addition to good transparency, non-toxicity and sterility, the culture flasks, Culture Plates and culture dishes used to provide the in vitro culture environment of cells also need to be surface-modified to enable them to adhere, divide and grow. 75 cm cell culture flask,t75 cell culture flask,suspension cell culture flask Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yongyuepcr.com
In this paper, the stress state of the module surface after wire cutting and the method of eliminating stress and improving its surface quality are discussed. 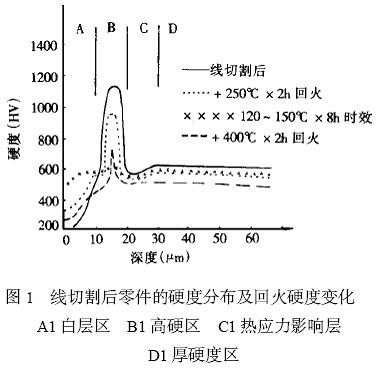
If the wire is cut after warping, it is tempered at 160 ° C ~ 180 ° C × 2 h, and the life is up to several hundred pieces, still broken. 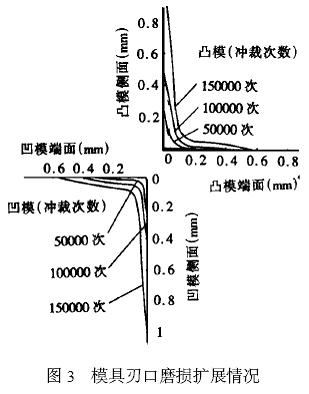
Someone has done such an experiment, using two sets of convex and concave molds with identical structures to punch the same material. One group only grinds the side of the convex and concave molds, and the end faces are ground. The other group is the side of the grinding surface and the end surface is ground and then ground. The experimental results show that the life of the latter is nearly double that of the former.
Method for improving the life of wire cutting die