Using the assembly module in Pro/ENGINEER, the combined integral sand cores are loaded into and assembled to the corresponding core holders, thus combining into a complete simulated mold (see Figure 10). If you want to know the wall thickness in the mold, you can call the cutting function in Pro/ENGINEER to cut the position you want to see. At this time, if the size and shape of a certain part does not match the drawing, the design can be modified and modified; and the casting process parameters can be corrected by cutting the size inspection and thinking that it is unreasonable. The traditional design relies on casting castings for anatomical inspection of castings, and wall thickness inspection with plasticine during the boxing process, which results in long production cycle, high trial cost, poor dimensional accuracy, and poor surface quality. Figure 10 computer 3D simulation Fourth, sand core mold design and selection of mold parameters (taking the transmission box core as an example) Also using Pro/ENGINEER's 3D modeling technology, create a square solid that completely encases the gearbox core. The square solid is used as the object to be cut, and the Boolean core is used as the cutting reference to perform the Boolean subtraction operation to obtain a hollow body. The shape of the inner cavity is exactly the same as the outer shape of the transmission case core. According to the parting surface of the sand core, the upper and lower half molds are divided into upper and lower mold halves, and the upper and lower core boxes are obtained according to the drafting direction (see Fig. 11 and Fig. 12). Figure 11 Upper core box Figure 12 Lower core box 1. Selection of core box exhaust process parameters The quality of the sand core depends to a large extent on whether the core box exhaust is reasonable. Because the compressed air enters the core box together with the sand core when the sand is shot, if the gas in the core box cannot be discharged in time, the sand core cannot be sufficiently compact and the surface quality is poor. Exhaust gas mainly passes through three channels: exhaust tank exhaust, gap exhaust and exhaust plug exhaust. The exhaust groove is generally arranged on the surface of the sub-box, and its depth is 0.4 to 0.6 mm, and the outlet end can be expanded to 1 mm and the width is 10 to 20 mm. The gap exhaust is exhausted by using a gap between the core box and the top core rod and the movable block. In order to make the top core rod and the movable block slide flexibly at high temperature and facilitate the exhausting, the matching gap between the core box and the top core rod is generally 0.2-0.3 mm, and the matching gap between the sliding (live) block and the core box is one side. 0.1 to 0.15 mm. The exhaust plug exhaust is provided with a vent plug in the deep recess of the core box. For example, the venting plug and the water outlet hole of the water jacket core are provided with a vent plug, and the vent plug has a specification ranging from 6 mm to 12 mm. 2. Selection of process parameters for core box top core rod and reset rod In order to ensure sufficient strength and rigidity of the top core rod and the reset rod, d top ≥ 10mm, d ≥ 18mm, and material T10 (50-55HRC) should be selected. 3. Core box material selection and heat treatment requirements HT250, stress-relieving treatment, heating to 500 ~ 550 ° C, 4 to 8 hours of incubation with the furnace to cool to room temperature. 4. Core box shot hole When d≥3° is selected, the sand core can be smoothly ejected. 5. Determination of power parameters of electric heating tubes The electric heating tube power is selected according to the quality and productivity of each core forming sand core. The empirical formula used is: N=GQ/C Where: N is the heat box heating tube power KW; G is the total mass of the core produced per hour Kg/h; Q is the empirical data of the heat required for heating and hardening per kilogram of core, which can be taken as 251040J/Kg; C is the thermal power equivalent Constant (replaces Joule heat per kilowatt hour to 3598240 J/KWh). Taking the transmission box core as an example, it is convenient to know that the total mass of the sand core is 25.65 Kg, (the volume is 13.5 dm3, and the density of the sand core is 1.9 Kg/dm3) by using the analysis and measurement module in Pro/ENGINEER. According to the production schedule, if 15 sand cores are required to be produced per hour, then G = 15 x 25.65 = 384.75 (Kg / h), and N = GQ / C = 26.843 (KW). Based on this, the selected power is 1.5KW, and the double-headed electric heating tube is 18 pieces. V. Conclusion (1) Using CAD technology to develop molds, improving the accuracy of castings and shortening the development cycle; (2) The data model (casting model) generated in the mold CAD development process is not only the parameter entity used in the mold, but also the parameter entity used in the NC machining. This fundamentally guarantees the consistency of the type and core and the consistency of design and manufacturing, and integrates CAD/CAM; (3) The application of Pro/ENGINEER 3D software has greatly promoted the development of mold CAD technology. Previous page
Bread Basket,stainless wire basket,stainless wire bread basket,Metal Wire Bread Basket,steel bread basket,etc. we offered that you can trust. Welcome to do business with us.
Kichen Rack is made of high quality 304 stainless steel, This kind of material steel luxury, never rust, resist corruption, easily clean, safe, healthy and durable. Prevent rust or chemicals from contaminating food and damaging health
Stainless Steel Wire Bread Basket,Metal Wire Bread Basket,Creative Bread Basket,Versatile Bread Basket Shenzhen Lanejoy Technology Co.,LTD , https://www.compressionspring.net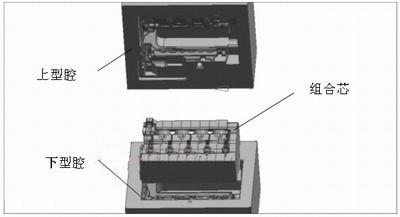


Application of CAD in bfl513 diesel engine block mould (4)