The application of elbows in refrigeration, machinery, chemical and other industries is very extensive. The mass production of thin-walled steel pipe elbows is generally cold-bending on pipe bending machines. Because of the lower critical force of thin-walled steel pipe wall support, bending Deformation defects such as wrinkles often occur in the parts. These defects not only weaken the strength of the steel pipe, reduce its load-bearing capacity, but also easily cause uneven velocity of the flowing medium in the pipe, generate eddy currents and accumulate dirt in the curved part, etc., affecting the normal use of the elbow, thus eliminating the bend defect becomes a process of bending The biggest difficulty must be highly valued. Next page
I. Analysis of bending force and deformation of thin-walled steel tubes
When the thin-walled steel tube is bent, the tube is bent and deformed under the action of external force, and the outer edge of the curved portion is thinned under the tensile stress, and the inner edge of the tube is thickened under the action of compressive stress. Since the combined force of the outer edge tensile stress and the inner edge compressive stress acts on the middle portion during the bending process of the pipe, the diameter of the curved portion of the pipe is increased in the horizontal plane, and the diameter on the vertical surface is reduced, and an elliptical shape appears. At the same time, if the arc slot parameters of the bending die are not properly selected and can not play the role of strengthening the pipe wall of the bending part, the inner edge of the pipe will produce wavy wrinkles due to the lower critical force of the pipe wall under the action of compressive stress. It can be seen from the above analysis that the thin-walled steel pipe is prone to wrinkle defects when bent. Therefore, when designing a thin-walled steel pipe bending mold, the structural parameters must be reasonably determined so that when the steel pipe is bent, a pre-reaction force is generated under the action of the mold to offset the elliptical deformation generated when the thin-walled steel pipe is bent, and the bending portion is Reasonable control of wrinkle defects.
Second, thin-walled steel pipe bending mold design
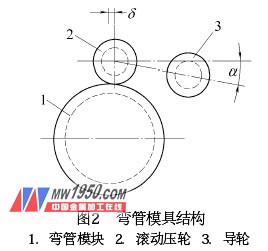
The structure of the simple thin-walled steel pipe bending machine is shown in Figure 1. The curved pipe mold is shown in Figure 2. It consists of a curved pipe module, a rolling press wheel and a guide wheel. The rolling pinch and the guide wheel are mounted in the roller seat and can be moved up and down in the chute of the turntable. When the pipe is bent, the handle is driven to rotate the turntable around the shaft, and the guide wheel applies pressure to the pipe to cause bending deformation. At the same time, the rolling pressure roller applies a certain pressure on the bending part of the steel pipe, and generates a reverse pre-pressure through the arc groove on the wheel to offset the elliptical deformation generated when the steel pipe is bent, so that the inner edge of the pipe closely fits the arc groove of the bending pipe module. To strengthen the wall of the curved part and eliminate the wrinkles of the inner wall.
Bending module
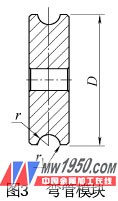
The radius and shape of the steel tube after bending depends on the elbow module. Therefore, the structural parameters must be reasonably determined. The elbow module is shown in Figure 3: 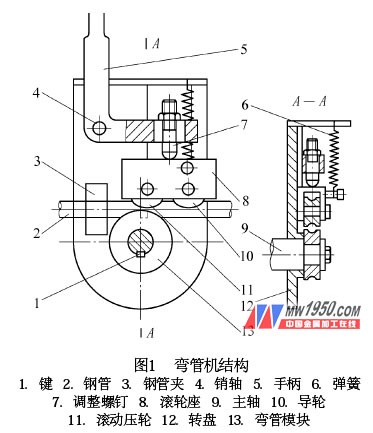
Thin-walled steel pipe bending mold design (Figure)