Abstract: In actual production, thick-walled parts, corner parts, and core holes or narrow sections of yoke steel castings are prone to sand-soil defects due to the high-temperature corrosion of molten steel, making it difficult to clear sand. Increase raw material consumption, poor surface quality, and low production costs. In view of the structural characteristics of thick-walled castings, the improvement of technological measures has eliminated the defects of sanding of castings and improved the production rate of castings. 1. Process before casting improvement Figure 1 shows the process before the casting is improved. The ingot is introduced into the molten steel in two steps. The casting mold is raised 550-600 mm, and the riser is directly taken out. The outer diameter of the riser is the same as that of the mold. The liquid weighs about 850 to 900kg. The outer cold iron of δ≥80mm thickness is evenly arranged on the bottom of the mold, and the inner cold iron is set in the inner ring. The middle sand core is made of limestone sand and the paint is brushed once. With the "fast-slow" casting method, the remaining molten steel of the ladle is injected into the casting cavity from the riser at the end of the casting. 2. Implementation effect before process improvement 3. Casting improved process Figure 2 shows the improved process of the casting, mainly taking the following process measures: (1) The inner runner is introduced into the molten steel in two steps, and the upper runner is directly introduced from the riser. The distance between the upper and lower runners is about 300 mm. 4. Implementation effect after process improvement (1) The surface quality of the cleaned castings was good, and no casting defects such as sand, sand, slag, pores and sand were found. 5 Conclusion After the above process is improved, there is no casting defect, the quality of the casting is improved, and the production cost is lowered. Due to the reduction of the size of the riser, each casting product can save more than 300kg of molten steel, and no repair is required after the product is cleaned, saving a lot of repair costs. Improvements in the process measures of the yoke casting, in particular the arrangement of the intermediate sand core venting holes and the bottom "cross" exhaust passage, the use of the inner and outer cold irons, and the application of the process of expanding the shape of the top riser It not only improves product quality, reduces production costs, but also achieves significant economic benefits, providing a good example for the production of similar products.
A yoke casting produced by the foundry of Jiangxi Xinyu Metallurgical Equipment Manufacturing Co., Ltd. is an important component on the generator and belongs to a "cylindrical" structure. The casting weight is about 1450kg and the material is ZG270-500. The technical requirements are smooth surface, casting defects such as no sand, slag inclusions, shrinkage holes, shrinkage and pores. 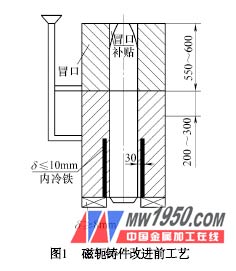
(1) Due to the large wall thickness around the casting, the 170mm center hole is sintered and killed under the long-term high temperature corrosion of the molten steel.
(2) The riser is “straight cylindricalâ€, the feeding effect is poor, and the mold has poor chilling ability. After cutting the riser, there is a large area of ​​shrinkage hole at the top of the casting at 200 to 300 mm.
(3) Due to the large amount of gas generated by the limestone sand and the poor exhaustibility of the mold, the gas generated by the mold and the sand core cannot be smoothly discharged, which results in a large number of pores in the inner wall, the top and the side of the casting.
(4) There are sticking sand and expansion box on the surface of the casting, which makes it very difficult to clean up, the amount of repair welding is large, the consumption of raw materials is high, and the production cost is high. 
(2) High-carbon steel outer cold iron with thickness δ≥100 mm is evenly arranged around the bottom and sides of the mold. The mold and the outer cold iron are evenly coated with high temperature resistant paint. At the inner part of the mold, 30mm away from the middle sand core, a ring of inner cold iron made of δ<10 mm middle plate is set, and the inner cold iron is 150-200mm from the top of the casting, and about 100mm at the bottom of the inner cold iron. The 8 mm round steel is welded to the bottom plate side to increase the thickness of the cold iron in the bottom.
(3) The middle sand core is made of limestone sand and brushed twice. A round of subsidy is placed at the top of the sand core, and a 30mm vent hole is opened in the middle of the core and is passed outside the cavity. The bottom of the sandbox is filled with dry sand, and a “cross-shaped†exhaust passage is opened on the dry sand bed and communicated with the central vent hole of the sand core to form a complete exhaust system.
(4) The wooden mold is raised by 350 to 400mm to make a riser. The weight of the riser steel is about 550 to 600kg, and it is enlarged by more than 80mm around the top of the riser, making it a large and small inverted “eight-shaped†riser. In order to fully improve the feeding capacity of the riser.
(5) The pouring method adopts the “fast-slow-fast†process, and the tapping temperature is controlled below 1550 °C. After the molten steel is poured into the ladle, it is allowed to stand for 3 to 5 minutes, and then poured at a low temperature.
(6) Cast the casting in two parts. When the molten steel rises to about 2/3 of the height of the riser, stop pouring, add the protective slag, and keep raising the mouth. After 20 to 30 minutes, the riser is refilled with high-temperature molten steel. After pouring, the riser is raised for more than 30 minutes.
(7) After the pouring is finished, the castings are kept warm for about 8 hours, and the top of the casting box and the upper part of the casting are lifted, so that the bottom of the casting is exposed to the air to be quenched, so that the bottom of the casting is first solidified to achieve the purpose of sequential solidification.
(2) The middle sand core is intact and there is no bonding phenomenon. No repair work is required after sand cleaning.
(3) There is no shrinkage or shrinkage after the riser cut, and the casting structure is dense.
(4) No casting defects such as pores, blisters, slag inclusions and cracks were found after the castings were machined.
Prevention and improvement of viscous sand casting and shrinkage hole defects